400-8899-570














新闻中心
分类
铸铁排水管、球墨铸铁供水管生产工艺的温度测量与控制发布日期:2024-11-29 浏览次数:10367
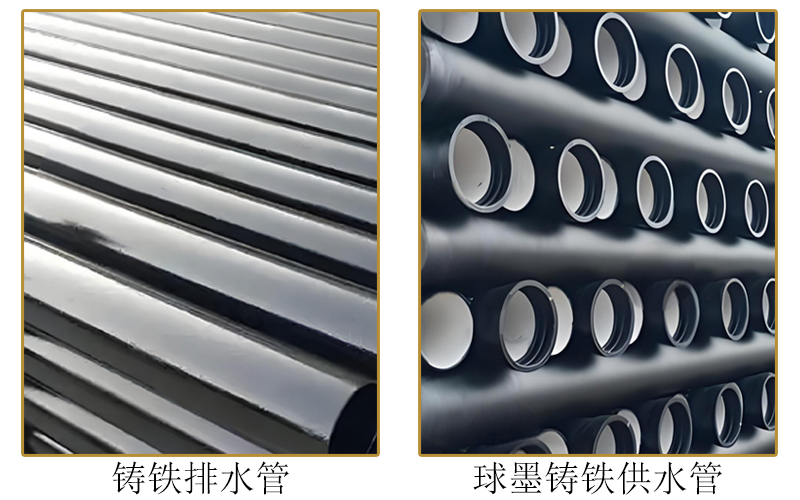
铸铁排水管和球墨铸铁供水管是两种不同类型的铸铁管道,它们各自具有独特的特点和应用场景。
一、材质与制造工艺1、铸铁排水管
一般采用灰口铸铁,制造工艺相对简单,可能存在壁厚不均匀、砂眼等缺陷。
2、球墨铸铁供水管
采用球墨铸铁,材质优于普通铸铁排水管,具有高强度、耐腐蚀等特性,且制造工艺先进,如离心铸造,组织致密,无沙眼夹渣气孔。
二、用途
1、铸铁排水管
主要用于排水系统,排放污水、雨水和其它废水等,对材质要求相对较低。
2、球墨铸铁供水管
用于输送自来水等饮用水,要求管壁材质高强度、不含有害物质,不会污染水源。
三、性能与特点
1、铸铁排水管
成本较低,易于维护,但容易生锈,使用寿命相对较短。
2、球墨铸铁供水管
具有强度大、延伸率高、耐冲击、耐腐蚀、密封性好等优点。内壁采用水泥砂浆衬里,改善了管道输水环境,提高了供水能力,降低了能耗。管口采用柔性接口,提高了管网运行的可靠性。
四、灰口铸铁和球墨铸铁的区别
1、成分
其一,灰口铸铁
主要由碳、硅、锰等元素组成,含碳量一般为2.8%~4.0%。
其二,球墨铸铁
主要成分包括碳、硅、锰、硫、磷等元素。通过球化和孕育处理,石墨以球状形式存在,从而提高了机械性能。
2、性能
其一,灰口铸铁
属于脆性材料,具有一定的吸收外力变形功并表现有一定韧性。由于其力学性能较低,通常用于外形复杂的铸件和受压力的容器。
其二,球墨铸铁
具有高强度、良好的塑性和韧性,其综合性能接近于钢。通过球化和孕育处理,球墨铸铁的机械性能得到有效提升,特别是塑性和韧性,甚至可以达到比碳钢还高的强度。

1、原材料选择
灰口铸铁的原材料主要是含碳量较高的生铁和废铁,通过炉料的混合熔炼加工而成。
而球墨铸铁的原材料则是高纯度铸铁和稀土金属,经过特定的工艺处理后形成球墨铸铁。
2、铸造工艺
灰口铸铁的铸造过程中,需要在炉料中添加一定量的硅、锰、磷等合金元素,以调整铸铁的成分和性能。
而球墨铸铁的铸造过程中,需要在熔融铁液中加入一定量的镁和锑,通过特定的工艺处理使铁液中形成球状石墨。
3、性能差异
灰口铸铁的硬度、韧性和强度较低,但其耐磨性和耐腐蚀性较好。
球墨铸铁则具有较高的硬度、韧性和强度,但其耐磨性和耐腐蚀性相对较差。
4、应用范围
灰口铸铁常用于制造一些机械零件、汽车零部件以及各种模具等。
而球墨铸铁则常用于制造一些需要高强度和高韧性的机械零件,如汽车曲轴、齿轮、摆臂等。
六、灰口铸铁和球墨铸铁在生产工艺的温度控制
1、灰口铸铁
其一,去应力退火温度
通常控制在500~550℃,保温时间为2~8h,然后炉冷,以消除铸件内应力。
其二,石墨化退火温度
低温石墨化退火时,加热温度稍低于Ac1下限;高温石墨化退火时,加热至高于Ac1上限以上的温度,以分解渗碳体,改善可加工性和提高塑性、韧性。
其三,正火温度
一般将铸件加热到Ac1上限30-50℃,保温后出炉空冷,以提高铸件的强度、硬度和耐磨性。
2、球墨铸铁
其一,熔炼温度
使用中频电炉熔炼时,出炉温度一般控制在1515-1525℃。
其二,球化处理温度
在保证足够浇注温度的前提下,尽可能降低球化处理温度,一般控制在1420~1450℃,以优化镁的吸收率和球化效果。
其三,浇注温度
通常控制在1380-1430℃范围内,以确保铸件质量。
其四,去应力退火与正火
与灰口铸铁类似,但具体温度和时间可能因铸件成分、结构和要求而有所不同。
其五,淬火及回火温度
淬火时加热到Afc1以上30~50℃,保温后淬入油中;回火温度根据需求选择,以获得所需的组织和性能。
七、铸铁生产工艺的温度测量与控制
1、在铸造工艺
在铸造过程中,需要精确控制熔化铸铁的温度和浇筑速度,以确保管道的质量。这一环节对温度传感器的应用至关重要,它能够实时监测铸铁的温度,避免过热或过冷导致的材质问题。
温度传感器还能帮助控制铸造过程中的冷却速度,从而优化铸铁的微观结构和机械性能。
2、在加工工艺
在加工阶段,温度传感器可用于监测管道表面的温度,以确保加工过程中的温度控制得当,避免产生裂纹或变形。
通过温度传感器,可以实时监测加工设备的运行状态,如刀具的温度等,从而及时调整加工参数,保证加工质量。
3、在涂层工艺
在涂层阶段,温度传感器能够监测涂层材料的温度,确保涂层在适当的温度下固化,从而达到最佳的防腐和耐磨效果。
通过控制涂层过程中的温度,还可以避免涂层材料因温度过高或过低而产生的质量问题,如剥落、开裂等。

 闽公网安备 35021202000469号
闽公网安备 35021202000469号